
Dla każdego mechanizmu zużycia możliwe jest zastosowanie powłok ochronnych wytwarzanych metodami natryskiwania cieplnego. Skuteczność rozwiązania nie wynika jednak wyłącznie z rodzaju materiału powłoki, lecz z jego dopasowania do warunków eksploatacyjnych oraz dominującego mechanizmu degradacji.
Dobór systemu powłokowego powinien uwzględniać w szczególności:
- charakter obciążenia,
- poziom i rozkład naprężeń kontaktowych,
- obecność środowiska korozyjnego,
- temperaturę pracy,
- amplitudę przemieszczeń względnych.
W praktyce przemysłowej stosowane są zarówno standardowe, zweryfikowane systemy powłokowe, jak i rozwiązania projektowane indywidualnie — poprzez modyfikację składu chemicznego, mikrostruktury, porowatości oraz grubości warstwy. Takie podejście pozwala zoptymalizować właściwości powłoki pod kątem ochrony wobec konkretnego mechanizmu zużycia.
Poniżej znajdą Państwo opis różnych mechanizmów zużycia w zależności od warunków eksploatacyjnych.
Zużycie trybologiczne
Zużycie trybologiczne to proces degradacji powierzchni ciał stałych wynikający z tarcia i oddziaływań mechanicznych w styku ruchomym. Objawia się trwałym ubytkiem materiału, zmianą struktury warstwy wierzchniej oraz pogorszeniem właściwości eksploatacyjnych.
Straty energii związane z tarciem w układach mechanicznych szacuje się na około 20–30% całkowitego zużycia energii w gospodarce przemysłowej.

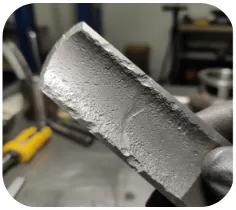
Zużycie abrazyjne
Powstaje, gdy twarde nierówności jednej powierzchni lub cząstki znajdujące się w strefie styku powodują mikroskrawanie, bruzdowanie lub rysowanie materiału pod wpływem nacisku.
Przykłady występowania:
- współpracujące elementy narażone na piasek i pył
- maszyny górnicze i budowlane
- rolki i bębny prznośników

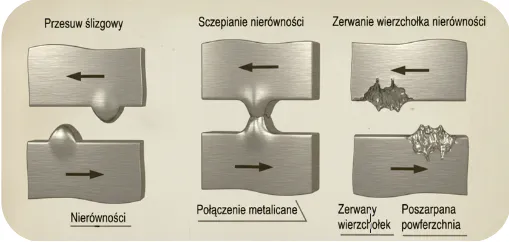
Zużycie adhezyjne
Powstaje w wyniku lokalnego sczepiania się mikronierówności dwóch współpracujących powierzchni i ich zrywania podczas ruchu względnego.
Przykłady występowania:
- łożyska ślizgowe pracujące przy niedostatecznym smarowaniu,
- prowadnice maszyn,
- pary trące wał–panewka,
- elementy przekładni pracujące w warunkach granicznego tarcia.

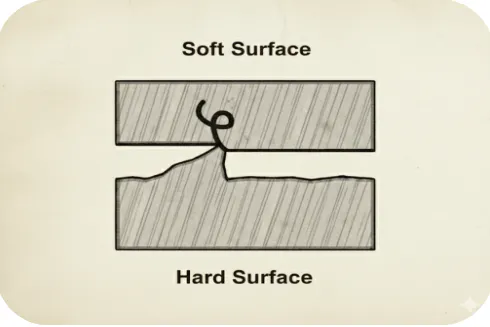
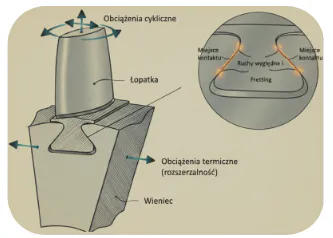
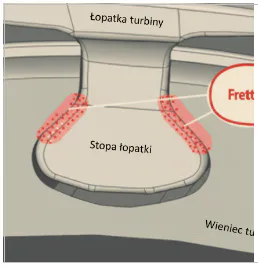
Fretting
Zużycie wywołane mikroprzemieszczeniami oscylacyjnymi pomiędzy powierzchniami pozostającymi w stałym docisku. Mała amplituda ruchu i wysokie naciski kontaktowe prowadzą do uszkodzeń powierzchni, powstawania tlenków oraz inicjacji mikropęknięć zmęczeniowych.
Przykłady występowania:
- połączenia wciskowe (np. piasta–wał),
- wielowypusty i połączenia klinowe,
- styki łopatek w turbinach,
- połączenia śrubowe poddane drganiom
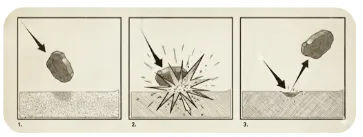
Zużycie erozyjne
Powstaje wskutek uderzeń cząstek poruszających się z dużą prędkością o powierzchnię materiału, prowadząc do stopniowej utraty materiału.
Przykłady występowania:
- łopatki turbin
- elementy rurociągów transportujących media o dużej prędkości
- systemy transportu pneumatycznego
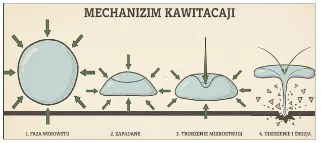
Kawitacja
Forma degradacji wywołana cyklicznym powstawaniem i zapadaniem się pęcherzyków pary w cieczy, generujących lokalne impulsy ciśnienia i erozję powierzchni.
Przykłady występowania:
- wirniki pomp,
- turbiny wodne,
- śruby napędowe

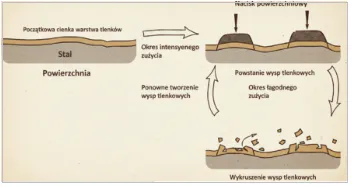
Zużycie oksydacyjne
Występuje podczas tarcia w obecności tlenu, gdy tworząca się warstwa tlenkowa jest cyklicznie uszkadzana i odnawiana.
Przykłady występowania:
- Elementy pracujące w warunkach granicznego tarcia i podwyższonej temperatury
Niszczenie korozyjne
Degradacja materiału na skutek reakcji chemicznych lub elektrochemicznych z otaczającym środowiskiem. W praktyce przemysłowej proces ten często ulega przyspieszeniu pod wpływem podwyższonej temperatury lub obecności agresywnych mediów.

Skuteczna ochrona barierowa wymaga precyzyjnego dopasowania materiału i właściwości powłok do rzeczywistych warunków eksploatacyjnych.
1. Korozja elektrochemiczna
Degradacja metalu zachodząca w obecności elektrolitu – najczęściej wody, wilgoci lub roztworów soli. Na powierzchni materiału powstają lokalne mikroogniwa galwaniczne, co prowadzi do stopniowego rozpuszczania metalu.
Proces wymaga jednoczesnej obecności:
- metalu podatnego na utlenianie
- elektrolitu
- czynnika utleniającego (najczęściej tlenu)
Jest to najczęstszy mechanizm degradacji konstrukcji stalowych, instalacji przemysłowych oraz elementów pracujących w warunkach atmosferycznych i wodnych.
Przykłady:
- korozja atmosferyczna konstrukcji stalowych
- korozja elementów zanurzonych w wodzie
- korozja galwaniczna przy połączeniu różnych metali
- korozja wżerowa w środowiskach zawierających chlorki
2. Korozja chemiczna
Bezpośrednie niszczenie metalu przez agresywne środowisko, zachodzące bez udziału ciekłego elektrolitu i klasycznego mechanizmu elektrochemicznego.
Występuje w kontakcie z suchymi gazami (tlen, związki siarki, chlor) oraz cieczami nieprzewodzącymi, takimi jak paliwa czy oleje. Powierzchnia metalu reaguje bezpośrednio z otoczeniem, tworząc warstwy produktów reakcji (tlenki, siarczki, chlorki).
Przykłady:
- utlenianie gazowe (powstawanie zgorzeliny)
- siarczkowanie w środowiskach zawierających związki siarki
- chlorowanie w atmosferach zawierających chlor
- korozja gorąca w obecności stopionych soli
Dobór optymalnego systemu powłokowego
Skuteczność ochrony powierzchni nie wynika wyłącznie z rodzaju materiału, lecz z jego precyzyjnego dopasowania do dominującego mechanizmu degradacji oraz specyficznych warunków eksploatacyjnych. Prawidłowy dobór powłoki musi uwzględniać szereg zmiennych technicznych.
Skorzystaj z formularza poniżej, aby otrzymać propozycję rozwiązania technicznego dopasowanego do Twojej aplikacji.